CDB PROCESS FILTERS are tailor-made solutions for the Oil & Gas, Chemical, Petro-Chemical and Water Treatment Process Industry. Covering upstream to downstream applications, CDB PROCESS FILTERS are fully engineered by our project team with the most reputed and reliable engineering software available on the market. Moreover, our full control of the in-house fabrication phases guarantees timely deliveries at the highest quality standards.
Process Filters
Cartridge Filters


Cartridge filter elements are the most suitable solutions for filtration efficiencies up to 0.1 microns. CDB offers a wide range of solution for filtration solid-liquid, solid-gas and also coalescing type for removal of liquid from gas. Either disposable or reusable elements, the material of construction are selected depending on operating conditions, fluid type and nature of contaminants.
Activated Carbon Filters


Not all the contaminants can be removed mechanically. Activated Carbon are used for the specific removal of contaminants exploiting their absorbing power. CDB can offer solutions for a wide range of applications including removal of VOCs, H2S, Oil, Condensate Treatment, Vapor/Odour Treatment.
Self-Cleaning Filters
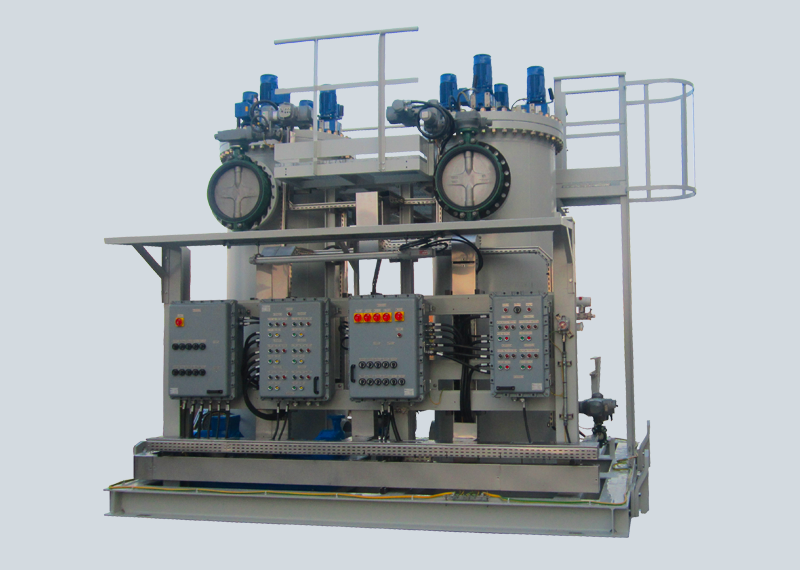

Self-cleaning filters are the solution to operate continuously also with high TSS values in the feed. CDB has developed an outstanding experience to enhance filter elements durability, lower discharge of backwash fluid with limited pressure drop. The performance of our range of automatic filters allow to reduce deeply the maintenance cost and provide a sensational cost effective solution.